



数控范成法立式磨床
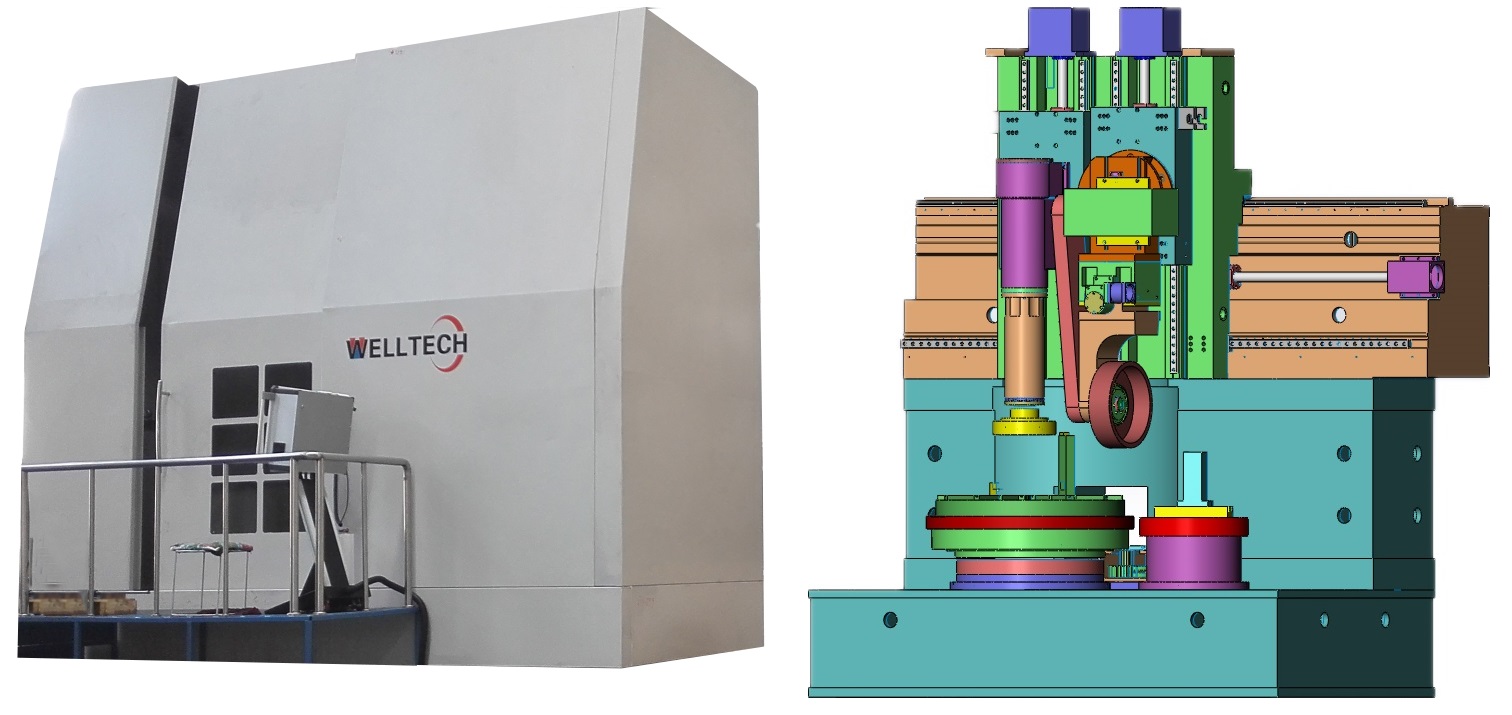
本机床用于采用范成法加工工艺对调心轴承的外滚道进行磨削加工,使用SIEMENS 828D数控系统,SIEMENS数字式伺服电机及伺服驱动。
机床结构:横梁上安装有重型滚滑结构导轨用于大滑板运动,一端装有一个SIEMENS交流伺服电机经减速后与日本THK滚珠丝杠相连,驱动大滑座水平运动,形成机床的X轴。大滑座上安装有重型滚滑结构导轨供滑板在垂直方向上下运动,顶部装有一台SIEMENS交流伺服电机,经THK滚珠丝杠付驱动滑板升降运动,形成机床的Z轴。Z轴加装海德汉光栅尺形成全闭环位置控制。范成法砂轮主轴选用滚动轴承式精密砂轮主轴,主轴用伺服主轴电机和伺服主轴驱动器来驱动,功率37KW。磨架机构具有交叉纹自动微调装置,便于精细调整,微调距离约5mm,采用伺服电机模式。支点磨削主轴选用滚动轴承式精密砂轮主轴,主轴用伺服主轴电机和伺服主轴驱动器来驱动,功率15KW。
典型代表工件加工精度:
椭圆度:<=0.015mm 按产品外径精度
不圆度:<=0.01mm
位置度:<=0.01mm
壁厚差:<=0.02mm 按产品外径精度
表面粗糙度:<=Ra0.16
| 机床主要技术参数 | MK1200 | MK1800 |
| 范成法砂轮磨头部分: | ||
| 主轴轴径 | φ80 mm | φ80 mm |
| 主轴精度 | 径跳0.005mm 端跳0.003mm | 径跳0.005mm 端跳0.003mm |
| 主轴转速 | 800-2500 rpm | 800-2500 rpm |
| 主电机功率 | 37 kw | 37 kw |
| 行程 | X-1300mm Z-850mm | X-1800mm Z-850mm |
| 磨削进給速度 | 0.01—0.2 mm/min | 0.01—0.2 mm/min |
| 快速移动速度 | 5 m/min | 5 m/min |
| 定位精度 | ±0.01 mm | ±0.01 mm |
| 重复定位精度 | ±0.005 mm | ±0.005 mm |
| 垂直度 | 0.01/300mm | 0.01/300mm |
| 砂轮直径 | φ300~φ500 mm | φ350~φ650 mm |
| 最大砂轮宽度 | 150 mm | 150 mm |
| 主轴端面距工作台中心 | 0~1200 mm | 0~1300 mm |
| 主轴中心距工作台面距离 | 0~800 mm | 0~900 mm |
| 支点砂轮磨头部分: | ||
| 主轴轴径 | φ60 mm | φ60 mm |
| 主轴精度 | 径跳0.005mm 端跳0.003mm | 径跳0.005mm 端跳0.003mm |
| 主轴转速 | 1000-3000 rpm | 1000-3000 rpm |
| 主电机功率 | 15 kw | 15 kw |
| 行程 | Z-500mm | Z-500mm |
| 砂轮直径 | φ200~φ400 mm | φ200~φ400 mm |
| 最大砂轮宽度 | 100 mm | 100 mm |
| 主轴端面距工作台面距离 | 0~1350 mm | 0~1350 mm |
| 主轴中心距工作台中心 | -700~700mm | -700~1100 mm |
| 工件主轴部分: | ||
| 磁盘直径 | φ1200 mm | φ1800 mm |
| 磁盘吸力可以调 | MAX 16kgf/cm² | MAX 16kgf/cm² |
| 转台精度 | 径跳0.005mm 端跳0.005mm | 径跳0.005mm 端跳0.005mm |
| 回转速度 | 1-40r/min | 1-40r/min |
| 转台控制方式 | 可编程无级变速 | 可编程无级变速 |
| 花盘T形槽尺寸 | 22mm | 22mm |
| 最大承重 | 5T | 5T |
| 支点高度 | 80mm | 80mm |
| 整机部分: | ||
| 加工工件最大外径 | φ1000 mm | φ1600 mm |
| 加工工件最小内径 | φ500 mm | φ800 mm |
| 加工工件最大高度 | 450 mm | 550 mm |
| 台面距地平面高度 | 300 mm | 300 mm |
| 机床总重量: | 约45吨 | 约55吨 |
| 机床占地: | 6000mm×6000mm | 7000mm×6000mm |
